Роторный насос вытеснения
Мой РОТОРНЫЙ НАСОС ВЫТЕСНЕНИЯ исправляет все недостатки центробежного насоса. Центробежный насос имеет большую производительность, но как только в трубопроводе увеличивается сопротивление (повышается давление), то у центробежного насоса тут же начинает падать производительность. Центробежный насос может вполне благополучно работать и при нулевой производительности - если в трубопроводе закрыть задвижку - центробежный насос гонит жидкость в рабочей камере по кругу. Мой насос может работать и в режиме компрессора - выкачивать из скважины воздух, пока вакуум не погонит жидкость наверх из скважины. Центробежный это сделать не может: нужно иметь обратный клапан ниже уровня жидкости в скважине и нужно залить жидкость полностью в пространство скважины, чтобы центробежный насос начал качать жидкость.
Если это нельзя делать по какой-то причине, то центробежный насос делают погружным и он находится ниже уровня жидкости внизу и гонит жидкость наверх. Центробежные насосы не могут создать большое давление и поэтому из глубокой скважины они качать воду не могут, но для того, чтобы все же качать жидкость из глубоких скважин центробежные насосы делают с большим количеством ступеней, что соответствует тому, что несколько насосов устанавливают последовательно один за другим.
Это удорожает стоимость агрегата и сильно уменьшает общий КПД . Кроме этого, при проектировании центробежных насосов у конструкторов возникают проблемы.
При работе центробежного насоса часто возникают проблемы с кавитацией из-за вихревого потока жидкости при прохождении ее через рабочий объем. Кавитация создает раковины в крыльчатке и в корпусе, что значительно понижает срок службы центробежного насоса. Чтобы не было кавитации, конструкторы при проектировании пользуются таблицей, созданной империческим путем после длительных лабораторных исследований. В моем насосе поток жидкости в рабочей камере ламинарный и никакая кавитация ему не грозит. Мой насос и при одноступенчатом выполнении может при его работе создавать очень большие давления.
В моем насосе производительность исчисляется объемом рабочей камеры, умноженным на количество оборотов его вала и эта производительность неизменна при любых давлениях. В моем насосе 2 больших зуба, установленных диаметрально, играют роль роторных поршней, которые гонят жидкость через рабочий объем. От их высоты и ширины зависит величина рабочего объема, а значит и производительность насоса, которая также тоже прямо пропорционально зависит от скорости вращения вала насоса, которую можно увеличивать мультипликатором (редуктором установленным в обратную сторону) или установкой более скоростного электродвигателя.
Установка 2-х, а не одного зубьев позволяет не нарушать ламинарности потока жидкости в момент, когда один из зубьев находится в зацеплении с вторым барабаном. На обоих барабанах: на одном в промежутке между большими зубьями, а на другом - между тоже 2-мя зубчатыми впадинами - нарезаны венцы мелких зубьев, которые играют роль устройства, запирающего то небольшой пространство, которое находится между выпускным и выпускным отверстиями. Их работа очень важна: чем надежнее они запирают это пространство, тем больше уплотнительные свойства насоса - тем большее давление жидкости может создавать этот насос. Чем меньше высота этих зубьев, тем больше зубьев помещается на зубчатом венце и тем больше их постоянно (исключая момент нахождения в зацеплении большого зуба) находится в зацеплении.
Это количество зубьев, находящихся постоянно в зацеплении, называется коэффициентом зацепления. Чем больше этот коэффициент зацепления, тем больше надежность уплотнения через это зубчатое зацепление. Если большие зубья нарезать обычным (без коррегирования) путем, то начальные окружности больших и малых зубьев не будут совпадать и насос будет работать рывками с вибрациями и повышенным износом. Начальные окружности обоих зубчатых венцов, находящихся в зацеплении, при нормальной (без рывков - передаточное отношение стабильно одно и то же) работе зацепления касаются друг друга в полюсе зацепления. Начальные окружности окружности при обычном (без коррегирования зуба) выполнении зубчатого венца находятся на одну треть высоты зуба от основания зуба. Обычно коррегирование производится в редукторах с количеством зубчатых колес более двух. Это происходит потому что в этом случает межосевое расстояние зубчатых колес во второй, третьей и так далее паре зубчатых колес не находится расчетным путем, а уже имеется заранее.
Подробнее об этом можете посмотреть в прикрепленном файле.
В нашем случае коррегирование нужно произвести для опущения начальной окружности больших зубьев на наложение ее на начальную окружность малых зубьев, которые в этом коррегировании не участвуют, а нарезываются обычным путем. Если это коррегирование пойдет тяжело, то придется применить для этого случая метод подгонки: выполнить коррегорование по возможности, а затем на поверхности зубьев наклеить вминающийся слой какого-то материала и сделать обкатку при условии, что при обкатке валы обоих барабанов отдельно связаны еще одной парой обычных одинаковых зубчатых колес. Это нужно сделать для создания непрерывности контакта больших зубьев с из зубчатыми впадинами на протяжении всего процесса нахождения большого зуба в его зубчатой впадине, чтобы и большие зубья в процессе их зацепления сохраняли хорошее уплотнение между входным и выходным отверстиями - между зонами большого и малого давлений.
После этого эти барабаны будут шаблоном для массового тиражирования насоса. В наше время имеется большой дефицит в хорошей технике и опытных специалистах и я не знаю сколько будет стоить в деньгах, чтобы решить эту проблему. Относительно водометных насосов, то смотрите патент на сайте www.ntpo.com/patents_pumps/patents_pumps/pumps_240.shtml. Они применяются как дальнобойный поток струи в окружающее пространство в пожаротушении и сельском хозяйстве, а так же являются основой водометных двигателей на водных транспортных средствах. В этих насосах происходят процессы сходные с процессами, происходящими в двигателе внутреннего сгорания, для их работы нужно моторное топливо. Эти насосы не могут широко применяться и поэтому мой насос является гораздо "рыночнее" и более перспективным для бизнеса.
Опытный образец я не делал, но хорошо представляю все "пороги", через которые нужно переправиться на пути к успеху. Главное препятствие -это несовместимость зубчатых венцов больших и малых зубьев. Постоянно в зацеплении находятся малые зубья с передаточным отношением, равным единице, и периодически по очереди подменяют в зацеплении малые зубья 2 больших зуба. Но у больших зубьев начальные окружности не равны и полюс зацепления у них не совпадает с полюсом зацепления зубчатых венцов малых зубьев и передаточное отношение не равно единице, как у венцов малых зубьев. Из этого следует, что насос будет работать рывками, которые пагубно скажутся на на износостойкости его деталей, особенно зубьев.
При конструировании редукторов первую зубчатую пару конструкторам разрабатывать - без проблем: они получают модуль зуба m (высота зуба равна 2,5 m) и количество зубьем. Это позволяет им по формулам вычислить межцентровое расстояние. По всем остальным парам зубчатых венцов конструкторы имеют уже заданное наперед межцетровое расстояние, которое практически всегда по размерам имеет отклонение от расчетов по заданному количеству зубьев и модулю m в ту или иную сторону: больше или меньше. При изготовлении таких пар зубчатых венцов приходится коррегировать зубья в соответствии с этими отклонениями и рабочий при коррегировании зубья делает со своими изменениями: зуб меняет форму - имеет подрез или утолщение.
Смотрите об этом в интернете cnc21.ru/forum/viewforum.php?f=117&sid=de2b89838cc3ca23e9a95f7f30d155ab НАРЕЗАНИЕ ЗУБА 5ka.su/ref/manufacture/10_object2983.htmlВЫСОТНОЕ КОРРЕГИРОВАНИЕ.
Но в нашем случае, когда у больших зубьев нет соседних зубьев, будет все правильно, если при нарезании зуба на детали 3 и впадины на детали 2 использовать инструмент только от начальной окружности вверх – это не два модуля m, а один модуль m. В случае отрыва поверхностей большого зуба от поверхности зубчатой впадины (но этого не может фактически произойти, так у больших зубьев нет зубьев-соседей, стоящих рядом) на протяжении всего зацепления нужно применить метод подгонки этих поверхностей.
Нужно оба вала установить в их подшипники и связать еще и технологической для этого случая передачей отдельно еще двумя обыкновенными абсолютно одинаковыми шестернями, чтобы создать абсолютную синхронность вращения с передаточным отношением, равным единице. Перед запуском от какого-то электродвигателя во вращение этого устройства нужно нанести на поверхности больших зубьев и поверхности их зубчатых впадин слой затвердевающей замазки, которую продают под названием "холодная сварка". Только эти поверхности нужно смочить водой, так как в самом начале своего затвердевания "холодная сварка" прилипает. Большой зуб должен быть утолщенным - это делается просто: рабочий при переходе к нарезанию второй стороны зуба должен прокрутить заготовку на нужное для этого утолщения количество градусов больше, чем он делает обычно, для зубчатой впадины рабочий это делает аналогично и в точном соответствии.
Для хороших уплотнительных свойств большого зуба в его контакте с внутренней цилиндрической поверхностью корпуса большой зуб должен иметь на его самом верхнем торце наружную цилиндрическую поверхность, которой он может находиться на искажении с внутренней цилиндрической поверхностью корпуса. Дно зубчатой впадины нужно получать выше описанным методом с "холодной сваркой" - это позволит головке зуба без отрыва контактировать с дном зубчатой впадины на протяжении всего этого контакта.
Оба эти случая применения «холодной сварки» не обязательны в применении, но когда они применены, то эти барабаны с «холодной сваркой» являются макетами формы и по ним нужно делать точное литьё или прессование со спеканием методом порошковой металлургии, или делать изготовление этих барабанов методом копирования рельефа поверхности. Если все это будет выполнено качественно хорошими специалистами и на нормальных, а не на расхлябаных станках, то этот насос будет долговечным и будет работать надежно с большим КПД и с очень большой производительностью, даже при очень больших сопротивлениях в трубопроводе, и производительность насоса всегда будет равна рабочему объему, умноженному на количество оборотов вала. Кавитационных разрушений, как в центробежных насосах, в нем не будет, так как движение жидкости в нем будет ламинарным, а не вихревым, как в центробежном насосе.
В моем часто пересылаемом мной письме "Роторная машина" среди разных устройств дано и это устройство, но в упрощенном с точки зрения технологий изготовлении, где зубчатые венцы мелких зубьев заменены на слой резины (но дана постоянная передача между валами, состоящая из 2-х одинаковых обыкновенных шестерен), а большие зубья выполнены гибкими из упругой стальной пластины. Этот вариант по качеству потребительских свойств насоса сильно уступает выше описанному, в котором, чем меньше высота мелких зубьев, тем большее их общее количество и тем большее количество (это количество называется коэффициентом зацепления) их находится постоянно в зацеплении и тем надежнее эти мелкие зубья уплотняют контакт двух этих барабанов, который находится между входным и выходным отверстиями - зонами большого и малого давлений.
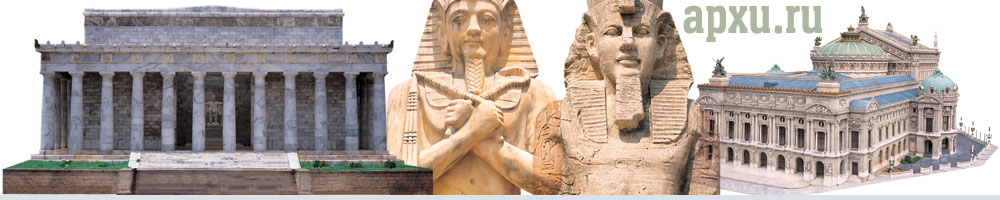
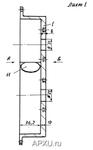
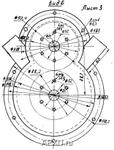
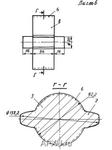
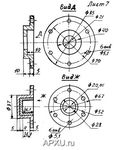
Смотрите детали опытного образца по этому проекту:
. Лист 1,. лист 2 ,. лист 3,. Лист, 5. лист, 6. Лист, 7. Лист 7


Что-то вспомнился насос НШ - 100 от ЭО - 2621 как первая подробно объясненная механическая конструкция, а затем вакуумный механический роторнопоршневой насос, марку за давностью уже не помню. Оба при малой изношенности могут развивать очень большое давление жидкости. Существенно все они как родные братья.
Давно известная конструкция... Погуглите
Бред... Очевидное незнание основных законов физики, либо создатель авантюрист, либо просто глупец, в последнем случае его жаль
мой совет создателю - вы уже не молоды, уделите все внимание вашей семье, детям, не тратьте время впустую
. Дурак, а может и глупец - утром деньги, вечером стулья... Если одна из сторон нарушила хоть один пункт договора, то договор считается расторгнутым. Возможно до старика дойдет, что его просто , и у него хватит воли наказать обманщиков, выложив в интернете, и в СМИ, хотя бы самые важные, наработки, до последнего винтика. Иначе люди потеряют еще и эти изобретения.
Шлепать языком легче всего - мало кто будет вникать в эти измышления и поэтому будут склонны верить на слово, поэтому истиная правда всегда блокируется и недоступна многим.